How Do SWA Cable Manufacturers Ensure Durability and Safety?
In the context of modern electrical infrastructure, safety and reliability are the foremost considerations. Out of all types of power cable applications in different industries, SWA cables stand out due to their extremely rugged make and flexible protective properties. Such cables have extremely wide applications in power distribution systems, building construction, factory houses, and underground or exposed applications where cables are intended to withstand tough ambient conditions.
So why is the SWA cable so reliable, anyway? And lastly, how do businesses know with the help of SWA Cable Manufacturers that a cable like this will be safe and reliable in the long run? Let's find out.
SWA Cables: Understanding
SWA cables are provided with steel wire armour, and it is a mechanical covering over inner conductors. It is a mechanical guard and physical protector against physical stress, impact, and abrasion conditions. SWA cables are utilized to the maximum degree for the main carriage of electricity in public utility schemes, heavy industry complexes, and even sub-ground usage where protection from water, pressure, and rodents is necessary.
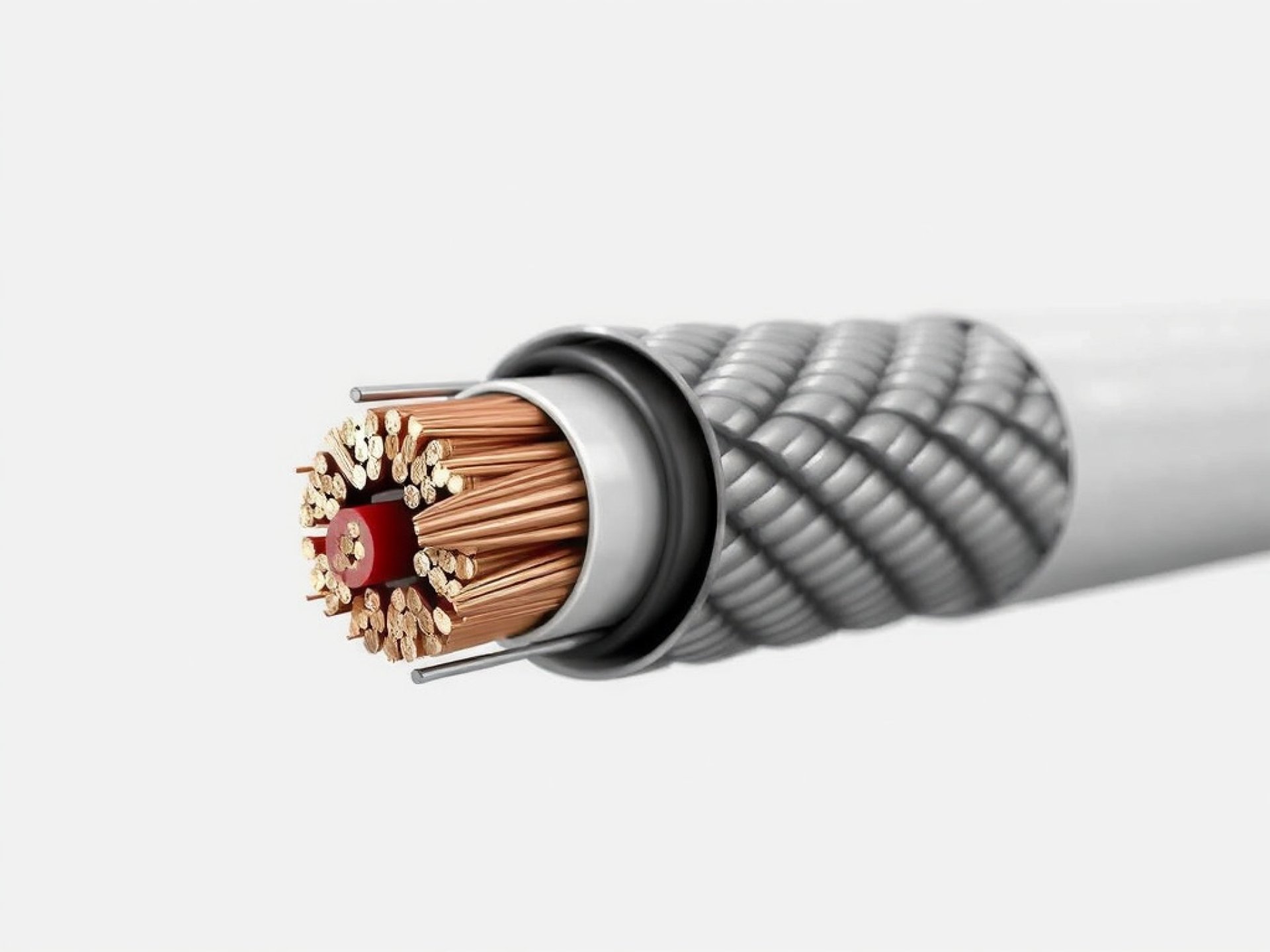
A typical SWA cable consists of:
- Conductor usually copper or aluminium.
- Insulation usually PVC (Polyvinyl Chloride) or XLPE (Cross-linked Polyethylene).
- Bedding inner layer cover.
- Armour steel wires overwrapped to be tough.
- Sheath outer protective cover, usually PVC.
The multi-layer structure of SWA cables renders them tough and secure even in harsh conditions.
How Do Manufacturers Make SWA Cables Long-Lasting?
Longevity is metaphorically the substance of the cause for which businesses employ SWA cables. Businesses employ strict processes and procedures through which the cables remain functional for decades.
1. Material Selection
Material quality employed in selection contributes significantly to cables' longevity.
- Conductors: Pure copper or aluminum, for minimum resistance and optimum conductivity.
- Insulation: The insulation used for high-performance cables is XLPE because it is more heat-resistant, chemical-resistant, and electrical stress-resistant than regular PVC.
- Armour: Galvanized steel wire is employed, as it is resistant to corrosion, mechanical damage, and rodents' chewing.
Use of quality raw material decreases the cable's defects to a great extent.
2. Armouring Techniques
Steel wire armour is not an additional covering but is specially manufactured. Thickness, quantity of steel wires utilized, and application method are all cable-size dependent as well as dependent on the intended usage for which the cable is to be used. SWA cables for burial underground, for instance, will generally need more concentrated and heavier armour than those intended for exposed exposure.
This stringent procedure ensures that the cable may be capable of withstanding crushing, bending, and pulling loads during installation and maintenance.
3. Leading Edge Insulation Technology
Insulation is also required in current leakage prevention and safety. New manufacturers employ novel cross-linking techniques on XLPE insulation, and the insulation is thus appropriately matured to withstand higher temperatures (continuous service up to 90°C and higher under fault conditions).
This improves the thermal stability of the cable, and it will not reduce its life prematurely in case of overcurrent loads or climatic heat.
4. Strict Testing In Production
Every delivery of SWA cable is subjected to rigorous testing before factory dispatch. Endurance tests are:
- Tensile tests for strength to test physical strength of armour and conductors.
- Abrasion resistance tests to confirm that the sheath does not abrade.
- Thermal aging tests to confirm long-term heat resistance. Bending tests to confirm that cables shall never get broken upon repeated bending while installing.
- Through these tests, the producers ensure that the structure of the cable would never fail even upon excessive stress.
How Manufacturers Ensure Safety of SWA Cables?
Whereas durability entails a long lifespan, safety entails protection against electric shock, fire, or system failure. SWA cable manufacturers have adopted various methods of achieving maximum safety.
1. Adherence to Standards
National and international standards control SWA cable safety specifications. Some of the most common ones include:
- IEC (International Electrotechnical Commission) standards.
- BS 5467 & BS 6724 for the UK.
- IS (Indian Standards) for compliance locally.
By these standards, the manufacturers will make sure that all cables satisfy international safety standards for insulation, voltage rating, fire performance, and flame resistance.
2. Flame-retardant sheathing
In most instances, the biggest electrical safety hazard of electrical installations is a fire. In order to serve as a protective measure against it, the business employs low smoke, zero halogen (LSZH) sheathing on huge volumes of SWA cable. Not only won't LSZH burn, but even if the cable does, it won't emit toxic fumes.
This makes it a lot safer in enclosures like offices, tunnels, and factories.
3. Overload and Short Circuit Protection
SWA cables have overload and short circuit resistance without fatal failure. XLPE insulation and armour of steel ensure the cable does not burn out and damage adjacent systems even when the cable itself is faulty.
Fault current rating by manufacturers for safe running under fault conditions for all cables also exists.
4. Earthing and Mechanical Safety
The armour itself may function as an earth conductor, and this is yet another safety aspect of electric circuits. When the insulation breaks down, the current flows via the armour in a secure direction to the earth and thus does not lead to electric shocks.
Double protection and earthing ability of the armour is one of the reasons whythe safety of SWA cables is incredibly high.
Conclusion
SWA cables aren't wires; they're lifelines to the modern world. Their physical, thermal, and environmental stress resistance makes them priceless in mission-critical applications. But that security and resilience don't just happen by chance; they're the result of purposeful design, exacting quality control, and compliance with international standards by manufacturers. And from the procurement of the finest raw materials to testing them extensively and employing the latest technology, SWA cable manufacturers do not cut corners so that their products are reliable.
From powering an underground system, an industrial complex, or a building project on a gigantic scale, SWA cables offer reliability and strength, two aspects no modern-day project can do without.
Also Read: Low Voltage, Medium Voltage vs High Voltage Cables: Technical Differences Explained


